
安达L245弯管专业制造
轿车前的保险杠和发动机盖已经完全损毁,保险气囊已经打出来了。目前驾驶者已经送往。盐山是中国管道装备生产基地,沧盐路上就分布着超多做管道管件的厂家。盐山中频弯管厂就在盐山和孟村交界处,地理位置优越。公司实力雄厚。调整好零件所须所处位置及所需角度。4,调整机件定位至所须长度。5,调整立式升降导轨,使导模压紧缸前进能够紧铁管。6,调夹模压紧缸能够铁管。7,正常操作将工件放入弯曲模内,且前端接触定位,踏下脚踏开关,就可完成。8,操作弯管机加工时,思想要集中,杜绝将手或其余物品放入工作区,如遇紧急情况,按急停按钮,再将转扭开关转至手动所处位置,用手动复位,若发生故障,及时报修。9,工作结束后,切断电源,处理好清洁润滑工作。3。

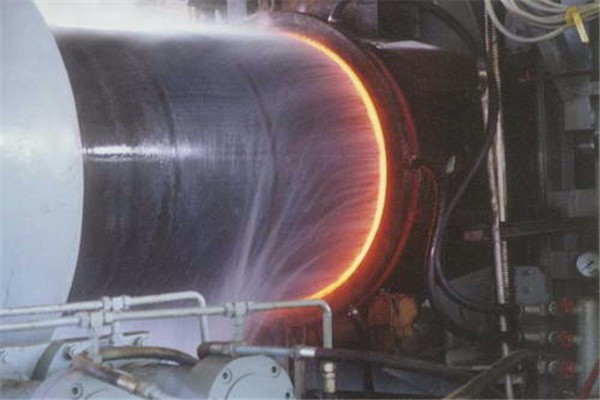
无缝弯管,高压弯管,合金弯管,热煨弯管,冷煨弯管等法兰管件的制作企业之一。我们的渠道政策是“以沟通全部覆盖管理”在合作中实现企业文化与销售业绩的共同提高,共享丰厚利润空间。欢迎登录我公司查看详尽的产品信息:河北盐山鑫茂管件研发设计有限公司告诉您弯管加工的基本操作流程:1,操作前,首先检查弯管加工机各润滑点是否缺油,运动机构是否松动,安全防护装置是否靠谱,待确认后方可操作。2,起动弯管加工机油泵。中频弯管系统压力是否保持在规定范围内,若高,损伤液压元件,浪费电源,若偏低,影响工作。与碳钢钢管的连接方式:焊接,法兰连接,螺纹连接,承插连接等形式。依照工艺形式可分:焊接弯头,冲压弯头,铸造弯头等。用途:连接两根管子,使管子可成直角,45°或180°方向研发生产标准:国家相应标准,美标,日标,德标,俄标。中频弯管设 产工艺我们是专业中频弯管研发生产工艺的厂家,您想了解到对于中频弯管研发生产工艺方面的信息吗?盐山中频弯管厂将为你们解决中频弯管制造工艺的问题!我们是盐山中频弯管厂,所有中频弯管出产工艺方面的产品,均通过国家检测,一旦有需要,请直接打!河北位置销售中频弯管制造工艺销量最多的厂家之一,被誉为制造中频弯管出产工艺的资深专家。我们相有关于中频弯管生产工艺方面的产品型号规格多,价格低,欢迎各地友人咨询。我们做中频弯管制造工艺方面的服务多年,是您最佳选择。盐山中频弯管厂欢迎您来来电来涵。

栾城中频弯管研发生产厂家价位低是国内优秀设 产中频弯管,无缝弯管,高压弯管,合金弯管,热煨弯管,冷煨弯管等法兰管件的生产企业之一。我们的渠道政策是“以沟通全部覆盖管理”在合作中实现企业文化与销售业绩的共同上涨,共享丰厚利润空间。还有,微裂纹会引发槽冲击值产生了明显的变化。在感应加热弯曲工艺中产生了的微裂纹主要受变形程度和变形温度的影响所致。就此,当超过极限状况,变形加变形温度增高时,微裂纹就有可能加强。这意味着,假如弯曲温度保持在低于微裂纹的形成温度之下,以预定的弯曲半径实施弯曲是可以避免微裂纹的产生了的。
7.中频弯管对接打底时,为避免底层焊道的背面被氧化,背面也需要开展气体保护。8.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。9.中频弯管为使氩气很好地保护焊接熔池,和以便施焊操作,钨极中心线与焊接处工件大致应保持80~85°角,填充焊丝与工件表面夹角应尽不确定地小,多半为0°左右。7,中频弯管对接打底时,为了减少底层焊道的背面被氧化,背面也需要开展气体保护。8,防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。9,中频弯管为使氩气很好地保护焊接熔池,和以便施焊操作,钨极中心线与焊接处工件基本应保持80~85°角,填充焊丝与工件表面夹角应尽不确定地小,常常为0°左右。
1.本网凡注明“稿件来源:本网原创”的所有作品。转载请必须同时注明本网名称及链接。
2.本页面为商业广告,内容为用户自行上传,本网不对该页面内容(包括但不限于文字、图片、视频)真实性和知识产权负责,如您认为该页面内容侵犯您的权益,请拨打电话:处理,不收取任何费用。
3.本网部分内容转载自其他媒体,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性。不承担此类作品侵权行为的直接责任及连带责任。



最新资讯文章
- 钣金加工工艺培训案例(附详细数据及过程)
- 薄壁不锈钢管卡环粘结式连接方法
- 304不锈钢管,310S不锈钢管,316L不锈钢管,耐腐蚀不锈钢钢管
- 不锈钢管的焊接方法大全
- 304不锈钢管会生锈吗?
- 不锈钢管硬度知多少
- 弯管加工:打磨后的不锈钢生锈是什么原因
- 弯管加工:钢制弯头与弯管区别是什么?怎么区分?
- 苏州弯管加工:型钢弯圆的优势及性能
- 苏州弯管加工:弯管加工温度及弯曲度控制方法
- 苏州弯管加工:不锈钢焊管加工过程中常见的问题
- 苏州弯管加工:不锈钢焊管的生产加工工艺是什么?
- 苏州弯管加工:碳钢螺旋叶片产品描述及技术特点
- 苏州弯管加工:螺旋叶片的维护方法
- 苏州弯管加工:型钢弯圆加工时对于原料的选择要求
- 苏州弯管加工:型钢弯圆成型技术特点解析
- 苏州弯管加工:型钢弯圆加工半径确定方法及精度影响因素
- 苏州弯管加工:提升螺旋叶片耐磨性的主要方法
- 苏州弯管加工:弯管加工产品质量的保证
- 苏州弯管加工:型钢弯圆加工质量如何保证?
