
齿轮数控加工技术:提高齿圈径向跳动加工精度的错位磨齿工艺
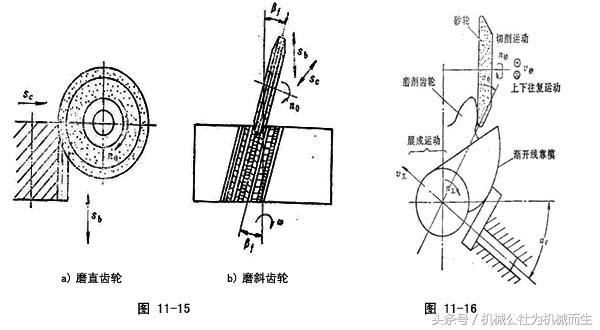
的径向跳动偏差Fr是齿轮非必检项目中最重要的精度指标之一。齿轮的磨削加工方法根据同时加工的齿面数可分为单面磨齿法和双面磨齿法。大平面砂轮磨齿机(Y7125、SRS405等)的工作原理属于单面展成磨齿法,先加工出齿轮的一侧同名齿面,然后将齿轮翻转180°,重新装夹后加工另一侧齿面。锥砂轮磨齿机和蜗杆砂轮磨齿机的工作原理属于双面展成磨齿法,一次装夹即可同时完成某一齿槽左右齿面的加工。
采用单面展成磨齿法可以获得较高的磨齿精度,因此,高精度的标准齿轮和齿轮刀具的加工大多采用此方法。由齿轮国家标准GB/T10095.2-2008和齿轮国际标准ISO1328-1:1997中关于齿圈径向跳动偏差Fr的推荐公式(Fr=0.8Fp)可知,同等级的齿圈径跳偏差Fr比齿轮齿距累积总偏差Fp的允许值要小20%。采用双面展成磨齿法加工的齿轮现齿圈的径跳偏差Fr一般小于齿距累积总偏差Fp。然而,采用单面展成磨齿法经常会出现齿圈的径跳偏差Fr大于齿距累积总偏差Fp的情况,致使齿轮的齿距累积总偏差Fp达到加工要求,而齿圈径向跳动Fr却超差,从而降低了齿轮的加工精度等级。在单面展成磨齿设备上提高齿圈径向跳动加工精度的磨齿工艺方面,未见有相关报道。

齿圈的径向跳动偏差与齿轮的齿距累积总偏差有密切的关系。两者都是在齿高中截面分度圆附近测量。对于标准齿轮来说,可根据齿轮左右齿面的齿距累积总偏差公式计算出某个齿槽的齿圈径向跳动公式,即:,式中,FpR(i)表示右齿面i齿的齿距累积总偏差齿;FpL(i+1)表示左齿面i+1齿的齿距累积总偏差;z表示齿数。齿圈的径向跳动Fr可表示为:Fr=Fr(i)max-Fr(i)min。可见,齿圈径向跳动偏差是由齿轮左右齿面的齿距累积总偏差共同决定的。当齿轮左右齿面的齿距累积总偏差具有相同的趋势时,可以得到较小的齿圈径向跳动偏差;当齿轮左右齿面的齿距累积总偏差具有相反的趋势时,得到的齿圈径向跳动较大。因此,要提高齿圈径向跳动的加工精度,不仅要提高左右齿面各自的齿距累积加工精度,更重要的是选择合适的错位齿数,使两次加工后左右齿面的齿距累积总偏差具有相同的变化趋势。

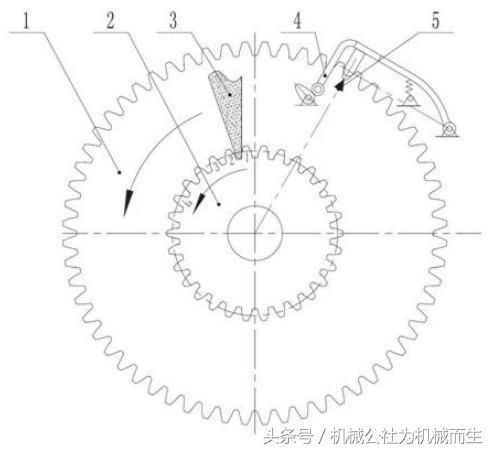
单面展成磨齿机的分度系统多为分度盘式分度系统。被磨齿轮或齿轮刀具的齿距累积总偏差主要来自分度盘的安装偏心误差ef(运动偏心)和齿坯的安装偏心误差er(几何偏心)。这两类偏心误差对齿距累积总偏差的影响均成一次谐波变化趋势。根据同频率的谐波曲线叠加频率不变的原则可知,由运动偏心和几何偏心引起的齿距累积总偏差可表示为:,式中,E表示叠加后正弦波的幅值,表示叠加后正弦波的初始相位角。
磨右齿面时,分度盘的齿槽跟齿坯的齿序方向相同,分度盘与齿坯的位置关系如图所示。在对应于磨1齿右齿面的分度盘齿槽上打好标记Δ。将上式写成齿序的函数为:,式中,i0为最接近的整数。磨左齿面时,齿坯翻转180°同时将分度盘齿槽上标记Δ对应于左齿面的x齿,分度盘与齿坯的位置关系如图2所示。由两类偏心引起的左齿面的齿距累积总偏差可表示为:,式中,ΔE表示齿坯两次加工左右齿面产生的齿距累积总偏差曲线的幅值差异。显然当x=i0时,对应的齿圈径向跳动Fr最小,(Fr)min=2ΔE;当x最接近i0+z/4时,Fr最大,(Fr)max=4E+2ΔE。因此,磨左齿面时,将齿坯翻转180°同时将分度盘齿槽上的标记Δ对应齿坯左齿面的i0齿,采用次工艺可获得较小的齿圈径向跳动。上式中或i0同时由分度盘的运动偏心ef和几何偏心er的大小和方向决定。由于分度盘的运动偏心ef的大小和方向难于直接测量,因此不方便根据两类偏心的大小和方向求得错位角或错位齿数i0。通过精密测量右齿面的齿距累积误差曲线,用最小二乘法拟合出其中的一次正弦波分量,进而求得该谐波分量的幅值E和初始相位角,从而确定磨左齿面需要错位的齿数i0(最接近的整数)。
提高齿圈径向跳动加工精度的错位磨齿工艺,只需要在精加工完右齿面后选择合适的错位齿数i0精加工左齿面,即可获得较小的齿圈径向跳动;错位的齿数i0可由已精加工的齿坯右齿面齿距累积总偏差曲线中的一次正弦波分量的初始相位角求得。操作简便、提高齿圈径向跳动加工精度效果显著,具有重要的工程应用价值。



最新资讯文章
- 钣金加工工艺培训案例(附详细数据及过程)
- 薄壁不锈钢管卡环粘结式连接方法
- 304不锈钢管,310S不锈钢管,316L不锈钢管,耐腐蚀不锈钢钢管
- 不锈钢管的焊接方法大全
- 304不锈钢管会生锈吗?
- 不锈钢管硬度知多少
- 弯管加工:打磨后的不锈钢生锈是什么原因
- 弯管加工:钢制弯头与弯管区别是什么?怎么区分?
- 苏州弯管加工:型钢弯圆的优势及性能
- 苏州弯管加工:弯管加工温度及弯曲度控制方法
- 苏州弯管加工:不锈钢焊管加工过程中常见的问题
- 苏州弯管加工:不锈钢焊管的生产加工工艺是什么?
- 苏州弯管加工:碳钢螺旋叶片产品描述及技术特点
- 苏州弯管加工:螺旋叶片的维护方法
- 苏州弯管加工:型钢弯圆加工时对于原料的选择要求
- 苏州弯管加工:型钢弯圆成型技术特点解析
- 苏州弯管加工:型钢弯圆加工半径确定方法及精度影响因素
- 苏州弯管加工:提升螺旋叶片耐磨性的主要方法
- 苏州弯管加工:弯管加工产品质量的保证
- 苏州弯管加工:型钢弯圆加工质量如何保证?
